O que é gabinete de alumínio anodizado?
Ao fazer um invólucro de alumínio, incluindo desenho, processamento mecânico (corte de matéria-prima, chanfro, rosqueamento, polimento)
tratamento de superfície (polonês e anodização), embalagem etc.
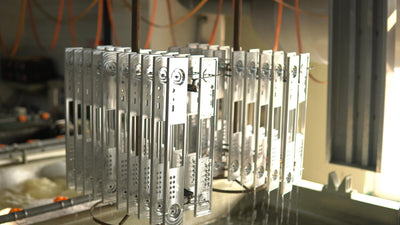
Hoje estamos falando sobre o processamento de anodização na fabricação de gabinetes de alumínio extrudado.
Princípio de oxidação: o processo de eletrificação da liga de alumínio como ânodo e do eletrólito como cátodo, e formação gradual de uma película de óxido na superfície da liga de alumínio sob a ação de elétrons
Vários fatores que afetam a formação do filme de óxido: material, corrente, temperatura, concentração, tempo, estes cinco são os fatores-chave que determinam diretamente a qualidade final do filme de óxido
O principal componente do filme de óxido é o óxido de alumínio, que é uma estrutura microporosa em forma de favo de mel, que pode adsorver moléculas de corante nos poros, que é o princípio da coloração.
Características do filme de óxido: alta dureza, resistência à corrosão, isolamento, tingível.
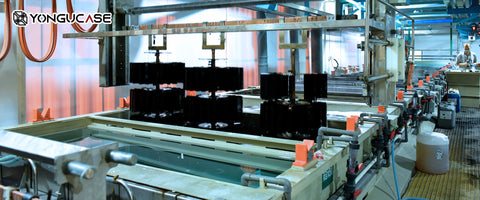
Toda a oxidação é dividida em quatro partes: pré-tratamento, oxidação, tingimento e pós-tratamento.
Pré-tratamento: desengorduramento, lavagem com água, ataque alcalino (remoção da película de óxido), polimento químico (aumento do brilho)
Oxidação: Como mencionado acima
Tingimento: dividido em coloração de adsorção e coloração eletrolítica. A coloração adsortiva é dividida em monocromática e de combinação de cores. As moléculas de corante penetram nos microporos do filme de óxido, e o corante sofrerá transições de nível de energia eletrônica sob a ação de fortes comprimentos de onda, como os raios ultravioleta, alterando assim o sistema de cores e causando desbotamento substancial. ou descoloração. A coloração eletrolítica requer eletricidade, não o corante usado, mas o eletrólito, que não desbota.
Pós-tratamento: Principalmente selagem, selagem é um processo no qual a alumina reage com água e outros aditivos para formar um objeto em estado de gel e preencher os microporos do filme de óxido.

Três graus de oxidação, passivação, anodização e oxidação dura.
Passivação também é oxidação condutiva, que não requer eletricidade e não é uma reação eletroquímica. O filme de óxido é geralmente de 1 a 3 mícrons. Uma camada de filme de óxido é formada pela imersão da liga de alumínio em um forte agente oxidante. Esta camada de filme de óxido é muito fina, por isso pode conduzir eletricidade. Da mesma forma, a própria liga de alumínio formará uma película de óxido no ambiente natural, que é uma reação com o oxigênio, e essa película de óxido é mais fina. A passivação não pode ser tingida porque o filme de óxido não possui condições para tingir. A única coisa que fará é o amarelo condutor, uma cor clara com moléculas de corante muito pequenas.
É o nosso processo convencional, o filme de óxido tem de 5 a 20 mícrons. Diferentes produtos requerem diferentes espessuras de filme de óxido. Quanto mais espessa for a película de óxido, maior será a dureza, melhor será a resistência à corrosão e pior será o desempenho do tingimento.
Nosso filme de óxido branco prateado tem geralmente de 8 a 10 mícrons, e o filme de óxido branco prateado não precisa ser tingido e o tempo de oxidação é de 20 minutos.
O filme de óxido preto tem geralmente 15-18 mícrons, tingido após a oxidação, e o tempo de oxidação é de 60 minutos.
Somente quando a película de óxido é espessa e os poros profundos é que o corante pode ser absorvido em quantidade suficiente, caso contrário, parecerá preto, mas não preto. A cor não é profunda. Portanto, o custo da cor escura é superior ao da cor clara, principalmente devido ao tempo e outros custos trazidos pelo tempo.
A essência é a mesma da oxidação anódica, mas apenas controlando esses fatores, de modo que a superfície da liga de alumínio possa gerar corrente continuamente, e a geração contínua de corrente possa continuar a formar uma película de óxido
O filme de óxido duro tem geralmente de 25 a 100 mícrons. Possui alta dureza e não pode ser tingido. Só pode ser feito em cores escuras. Quanto mais espessa a película de óxido, mais amarela ela é.
Quanto mais espessa a película de óxido, pior a condutividade e quanto menor a corrente, a película de óxido não será formada, portanto a tensão precisa ser aumentada continuamente
Quanto maior a temperatura, mais rápido o filme de óxido se dissolve, portanto a temperatura deve ser controlada abaixo de 5 graus Celsius
Quanto maior a concentração, mais rápido o filme de óxido se dissolve, portanto a concentração deve ser controlada
Para aumentar a dureza do filme de óxido, pode-se usar ácido oxálico em vez de ácido sulfúrico.
Vantagem do gabinete de alumínio anodizado?
A anodização é um tratamento superficial do alumínio que melhora sua resistência à corrosão e ao desgaste. É um processo eletroquímico que envolve a imersão do invólucro de alumínio em um banho de eletrólito ácido enquanto uma corrente elétrica passa por ele. Isto resulta na formação de uma camada de óxido dura, durável e protetora na superfície do invólucro.
A anodização de gabinetes de alumínio é comum em indústrias que dependem de produtos de alumínio, como construção, automotiva e aeroespacial. Isso ocorre porque o alumínio é leve, forte e versátil. No entanto, pode corroer com o tempo quando exposto à umidade e outros fatores ambientais. A anodização ajuda a prevenir isso, criando uma barreira entre o alumínio e o meio ambiente. Esta camada de barreira é parte integrante do metal e não pode descascar ou descamar.
O princípio da anodização de caixas de alumínio é simples. O invólucro de alumínio serve como ânodo carregado positivamente, enquanto o banho de eletrólito ácido é o cátodo carregado negativamente. Uma corrente contínua passa através do eletrólito, o que causa oxidação na superfície do gabinete. O óxido de alumínio formado é duro, durável e aderente.
Um dos principais benefícios da anodização de gabinetes de alumínio é sua maior resistência à corrosão. Como a camada de óxido é parte integrante do metal, evita corrosão e outras formas de corrosão que podem enfraquecer o metal e comprometer a sua integridade. A anodização também melhora a dureza superficial e a resistência à abrasão dos gabinetes de alumínio.
Em resumo, a anodização de invólucros de alumínio é uma forma eficaz de proteger os produtos de alumínio contra corrosão e desgaste. Melhora a durabilidade, dureza e acabamento superficial do metal. Ao criar uma barreira entre o alumínio e o meio ambiente, a anodização ajuda a prolongar a vida útil do produto e a reduzir os custos de manutenção.
A anodização do alumínio é um processo de tratamento de superfície que envolve o uso de oxidação anódica para aumentar a espessura da camada de óxido natural na superfície do metal. Esse processo é feito para melhorar as propriedades superficiais do alumínio, como durabilidade, resistência à corrosão e apelo estético.
O processo de anodização do alumínio envolve a imersão do produto de alumínio em uma solução eletrolítica e a aplicação de uma corrente elétrica. Através deste processo, a superfície de alumínio integra-se com a solução. O resultado é uma camada de óxido mais espessa e resistente, que proporciona uma excelente barreira contra elementos externos.
A anodização de invólucros de alumínio é um processo de tratamento de superfície que envolve a criação de uma camada protetora na superfície de um invólucro de alumínio. O processo envolve a imersão do invólucro de alumínio em uma solução eletrolítica e a passagem de uma corrente através dele.
Durante o processo, a superfície do alumínio combina-se com o oxigênio para produzir óxido de alumínio, que forma uma camada protetora dura que é resistente à corrosão e danos causados por fatores externos como umidade, calor e produtos químicos. A espessura da camada anodizada pode variar dependendo da aplicação necessária.
A anodização é um processo popular de tratamento de superfície para gabinetes de alumínio devido à sua excelente resistência à corrosão e alta durabilidade. É amplamente utilizado em vários setores, incluindo automotivo, aeroespacial, eletrônico e construção.